電 話:+86-515-88800866
手 機:153-5825-9788
郵 箱:jsgaoqi@163.com
網 址:www.zxjctz.com
地 址:江(jiāng)蘇省鹽城市大岡鎮(zhèn)呈祥東路1號

當三合一複合(hé)機的塗層增加(jiā)時,這兩種基本材料很難結合在一起,塗層太小或基體表麵沒(méi)有塗層。不幹膠複合機廠家可以使用深網輥,或通(tōng)過增(zēng)加橡膠輥的(de)壓力,減少刀片和滾筒的(de)接(jiē)觸壓力,增加襯底(dǐ)表(biǎo)麵的塗(tú)層。對於某些塑料薄膜襯底,可在塗層前進(jìn)行電暈處理,使其表(biǎo)麵達到HP的表麵,從而(ér)提高基質(zhì)吸附劑的粘附能(néng)力,從而增加表麵的塗層。幹式複合機主要(yào)選擇合適的幹燥溫度,過高或過低都會影響複合膜的粘結牢度。當專業不幹膠複合機塗層基體幹燥時,加熱(rè)溫度過高(gāo),或高溫加熱。它會使膠粘劑的表(biǎo)麵(miàn)被碳化,從而破壞膠粘劑的粘附能力。幹燥溫度過低,供應(yīng)商(shāng)信息(xī),固化不全,粘(zhān)結劑,黏性粘度較差,複合不(bú)穩定,經過一段時間(jiān)後,容易(yì)形(xíng)成氣泡,複合膜損傷複合質量。當然,蘑菇TV视频可以選擇高溫、耐高溫的膠粘劑數字(zì)印刷機(jī)進行高溫幹燥,如(rú)聚氨酯膠(jiāo)粘劑。
專業不幹膠複合機在日(rì)常操作(zuò)中需要注意的安全事項:避(bì)免(miǎn)在有揮發及爆炸性的原料或氣體周圍操作熱熔膠機,熱熔膠機噴塗設備周圍不能存放(fàng)易燃(rán)易爆物(wù)品,不要在沒(méi)有適當(dāng)的保護裝置、良好之絕緣體或良好保護麵板下操作使用熱熔膠機,需要檢修時(shí)隻有經過專業培訓人員(yuán)方能夠拆機維修,不要在溫度低於(yú)0℃及溫度高於50℃的周圍(wéi)環境下,不幹膠複合機廠家操作使用熱熔(róng)膠機,補充熱熔膠時,應(yīng)該在熔膠鍋內最少還(hái)有三分之一的熱熔膠以前加入,避免(miǎn)熱熔膠鍋內無熱(rè)熔膠時再加膠,影響(xiǎng)正常生產。熱熔膠(jiāo)複合機(jī)是一種(zhǒng)需要通過熱熔膠機加熱使固態狀的膠變成液態,然後經熔膠機的壓力係統將液態的膠經過輸膠管將熱熔膠輸送到熱熔膠槍,通過熱熔膠噴頭將膠(jiāo)塗覆在需要粘(zhān)接的(de)物體表麵進行粘接(jiē)的一(yī)種膠黏劑。

東營不幹膠複合機在現實中(zhōng)是應用最多(duō)的貼合形(xíng)式。根據貼合材料的不同,常常要加(jiā)熱到一個比較高(gāo)的溫度(dù)。熱貼合可以提供較好的貼合性能,貼合後的(de)製品更耐(nài)磨損,且不易開裂。熱(rè)貼合的方法適用於不受加熱影響的材料。不(bú)幹膠(jiāo)複(fù)合機廠家對複合機傳動部位的(de)清(qīng)潔:機器(qì)各傳動部位,軸承都是需要潤滑油(選擇高溫黃油和常規黃油兩種)的,不同部分確(què)定選擇哪種,這樣才能確保機器(qì)長期(qī)運行(háng)順(shùn)暢,因此,清潔工作主要就是將沾有灰塵的(de)舊的潤滑油擦去(qù),並把各傳動部位(wèi)擦拭幹淨,再重新(xīn)加(jiā)注新(xīn)的潤滑油。對複合機搬送軌道的清潔:必須檢查軌道的皮帶是否有損壞、鬆脫,檢查軌道上是否有異物等問題,檢查完畢後,運用無塵紙把軌道清潔幹淨。複合機(jī)就是將(jiāng)兩層(céng)或(huò)者兩層以上的材料用粘合劑粘合成為一體。使原有材料得到新的功能。如(rú)薄膜(mó)和鋁箔、薄膜、紙(zhǐ)張,無紡布等就經常會用到。亦可和膠片、海綿、布料等複合。常見的軟包裝材料基本上都是複合成品(pǐn)。

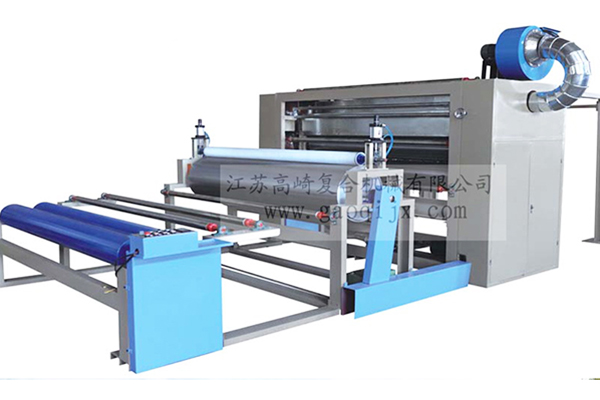
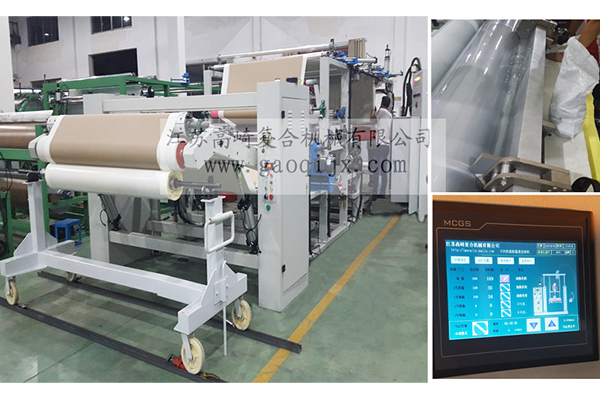
雙油缸精密四(sì)柱自動平衡(héng)雙連杆機(jī)構,保證每(měi)一個裁斷位置裁斷深度精度±0.1mm,裁斷頭下壓時在接觸裁刀10mm前自動緩速,兩級加壓,上(shàng)工作板下壓至(zhì)裁(cái)刀時(shí)轉柔(róu)性切斷,使裁斷多(duō)層材(cái)料時(shí),專業不幹膠複合機上層與下層沒有尺寸誤(wù)差,因(yīn)三合一(yī)複合機的裁斷平衡度精確,可以(yǐ)極大減少刀模及裁板的損耗,裁斷邊緣有更好效果(guǒ),能更加減(jiǎn)低(dī)裁斷板的消耗,特有設定構造,配合截斷刀及截斷高度.使衝程調整(zhěng)簡單、準確(què)。專(zhuān)業不幹膠(jiāo)複合機的製作包括機架,依次設置在機架上的麵料放卷(juàn)裝置、焙烘裝置、複(fù)合裝置、冷卻裝置、牽引裝置、收卷裝置、卷(juàn)布裝置、放布裝(zhuāng)置和電器控製部分,在所述的麵料放卷裝置和焙烘裝置之間的機架上還(hái)設置有(yǒu)膠點轉移裝置,為了更(gèng)好地解(jiě)決上述技術問題,需要進一步采用(yòng)技(jì)術方案複合裝置包括烘筒、矽膠壓輥和壓合氣缸。
東營不幹膠複合機在塗布時,塗膠量的大(dà)小主要取決於網紋輥網穴的深淺,網穴越(yuè)深(shēn)塗膠量越多,網穴越淺塗膠量越(yuè)少。不幹膠複合機廠(chǎng)家需正確調(diào)節刮(guā)刀可(kě)以保證上膠量更(gèng)加均勻,從而減少或避免氣泡出現,在實際操(cāo)作(zuò)過程中,以用壓錘法來調整刮刀壓力(lì)為(wéi)宜包(bāo)裝設計,刮刀的壓力一般在200~400kPa,塗布時,如果(guǒ)刮(guā)刀作用在網紋輥上的壓力過小,在有雜質(zhì)混入時,就容(róng)易將刮刀頂起來形成縫隙(xì),使(shǐ)塗布不均勻,由於網紋輥表麵是不平滑的標(biāo)準及認證,如(rú)果刮刀安裝的角度過大,在它高速運(yùn)轉時,彈性刮刀片容易發生震動或跳動(dòng),使膠(jiāo)液彈起來,引起塗布量差異增大。

熱熔膠是一種膠黏劑,常被用(yòng)於(yú)物品的粘接,不過,有時候熱熔(róng)膠會重新粘接效果不好的現象。下麵,不幹(gàn)膠複(fù)合機廠家(jiā)小編帶您了解影響熱熔膠效果的五大因素:一、色(sè)彩 如果被粘物對熱(rè)熔膠粒的顏色沒有要求,選擇黃色熱熔膠粒,其粘性好。二、被粘(zhān)物表麵 隻要將被粘物表麵的灰(huī)塵及汙漬處理幹淨(jìng)即可,這樣才能發揮熱(rè)熔膠的效果。三、粘性:專業不(bú)幹膠複合(hé)機熱熔膠條的粘(zhān)性分前期粘(zhān)性(xìng)和後期粘性。隻要前期粘性(xìng)和後期粘性共同,才能使熱熔膠條(tiáo)與被接著(zhe)物保持穩定。這一點在熱熔膠(jiāo)生產(chǎn)的時候,就要做好。四、抗溫 熱熔膠條對溫度比較敏感,熱熔膠就會(huì)軟化。低於相應的溫度,熱熔膠會變脆,所以,在挑選熱熔膠粒的時候,要考慮熱熔膠粒所處的環境溫度的變化。