電 話:+86-515-88800866
手 機:153-5825-9788
郵 箱:jsgaoqi@163.com
網 址:www.zxjctz.com
地 址:江蘇省(shěng)鹽(yán)城市大岡鎮呈祥東路1號
供應熱壓複合機選用合適的烘幹溫度,過高或過(guò)低都會影響複合膜(mó)的黏結牢度,塗布基材幹燥(zào)時受(shòu)熱溫度過高或經過高溫蒸煮,會使膠黏劑的表層被炭化(huà),從而破壞膠黏劑的黏結能力(lì),幹燥溫度太低廠(chǎng)商信息,則膠黏劑(jì)固化不徹底,膠黏劑的黏性較差,複合(hé)不牢且經過(guò)一段時間後,複合(hé)膜中易(yì)形成氣泡,破(pò)壞產品的複合質(zhì)量,當(dāng)然蘑菇TV视频可選擇耐高溫和耐蒸煮性良好的膠黏劑數碼(mǎ)印刷機,以(yǐ)適應較高溫度的烘幹,例(lì)如選用聚氨(ān)酯膠黏劑。熱壓複合機設備的複合壓力過大或複合輥兩端壓力不均,會引(yǐn)起複合膜表麵皺褶,複合後皺褶處形成空隧道,影響成品黏結牢度。適當增加(jiā)複合壓力有利於提高複合的粘(zhān)結力,另外,為了提高複合膜(mó)的黏結效果和質量(liàng)乳品包裝(zhuāng),要盡量避免異物、灰塵等(děng)雜物黏附在膠黏劑上或是基材複合表麵上,結(jié)束語操作時,要仔細觀察生產過程中出現的各(gè)種問題和故障(zhàng),合理運用上述(shù)方法來排除故障(zhàng)。

一(yī)、日(rì)照熱壓複合機日保:1、工作前30分鍾關閉,清(qīng)洗和(hé)清潔複合機(jī)的導輥和輥,確保(bǎo)導(dǎo)輥和壓(yā)力輥光(guāng)亮靈(líng)活。2、在長(zhǎng)時(shí)間停車或停車前,及時將膠輥和膠輥(gǔn)分開,清理膠輥、塗(tú)膠輥、膠槽、膠管、膠水(shuǐ)、汙物。3、複合(hé)機周圍(wéi)地麵保持(chí)衛生整潔,無汙垢、灰塵等。4、定期檢查複合機導輥(gǔn)和(hé)壓輥的轉動,以保證正常運轉。二、供應熱壓(yā)複合(hé)機周保:1、每星期六下班前檢查複合機各部件的運轉情況,及時(shí)發現異常處理。2、每星期六檢查並清洗卷取機的力矩電機。三、月保:1、每(měi)月抽出完成每(měi)周和每月的保險內容。2、取(qǔ)出機器(qì)的所有保護罩,徹底清(qīng)潔和輸送所有傳動鏈輪、鏈條和齒輪,不需要任何汙物和油脂來正常驅動。仔細檢查所有傳動軸承是否正(zhèng)常,發現異常及時維修。3、徹底清潔和維護(hù)電動葫蘆,進行安全檢查,確保(bǎo)安全正常。

日照熱壓複合機固(gù)化時(shí)需要烘箱(或可能(néng)需對現有烘箱加以翻修),並占用(yòng)更(gèng)大的(de)廠(chǎng)房空間(jiān),同時增大工廠耗能,會(huì)產生更多廢水和汙泥,生產運行要求更嚴格,溶劑膠的(de)缺點是顯而易見的(de),就是非常不環(huán)保(溶劑(jì)大部分有害),溶劑(jì)型膠對環境的汙染很嚴重,隨著(zhe)人們環境(jìng)意識的(de)提高及相關法律的建(jiàn)立和完善,溶劑型(xíng)膠的應用每年正(zhèng)以一定的速度下降,水型(xíng)膠有耐水性差、電氣特(tè)性不良、幹(gàn)燥時間長、能量(liàng)消耗大等缺點,供應熱壓複合(hé)機的應用每年正也以一定的速率下降,熱熔型膠具有性能穩定、原料利用率(lǜ)高、生產速度(dù)快、成品率高、設備占地麵積小和投資小等優點,有逐漸代替溶劑型膠的趨勢(shì)。

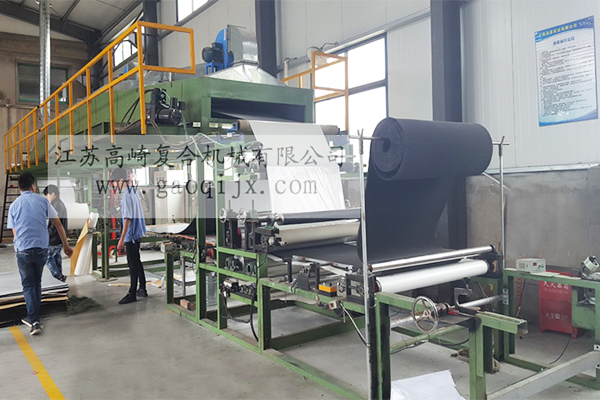
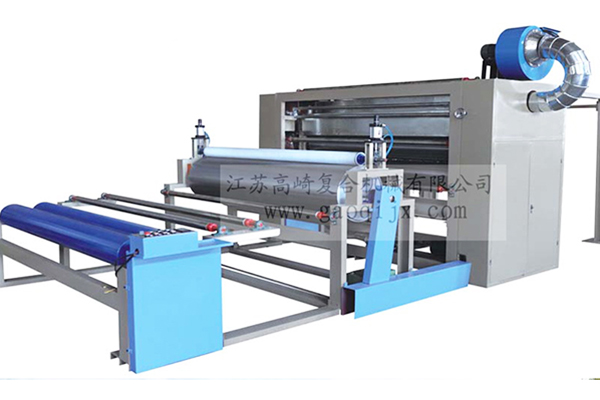
數碼複合機是基於複製功能,標(biāo)準或可選的打印,掃描,傳真功能,使用數(shù)字原理、激光打印文件的輸出,可以根據(jù)需要編輯操作,圖像、文本、紙盤(pán)子大容量,高內存,硬盤,強大的網(wǎng)絡支持和多任務並行處理的能力,能(néng)夠(gòu)滿(mǎn)足用戶的大配額lT。供應熱壓複合機可以節省大量的數據,充當企業信息文檔管理中心角色的商業辦公(gōng)設備。數(shù)字是(shì)數碼複合機的核心,是數碼複印機,從外觀上看,數碼(mǎ)複合機傳統的普通複(fù)印機非常相似(sì),它的基本功能是複製,數字化,然而,不僅複製功能和性能有了很大的改善,功能(néng)也有了很大的發展,由於采用數字的方(fāng)式掃描副本,副本內容(róng)可(kě)以(yǐ)作為數字文件存儲在數碼(mǎ)複合機。日(rì)照熱壓複合機是指家紡、服裝(zhuāng)、家具、汽(qì)車內飾等相關行業的複合設備,主要用於各種麵料、皮革、薄(báo)膜、紙張、海綿層或多層複合材料。混凝土分為橡膠複合材料和橡膠複(fù)合材料,橡膠複合材料分為水橡膠油、PU膠、熱熔膠等,不粘接直接熱壓膠的複合工藝或使用火焰複合材料。目前,國家標準的(de)複合機器已(yǐ)經實現。

供應熱壓複合機的膠箱(xiāng)裏麵(miàn)有兩(liǎng)種不同種類的熱熔膠存在,針(zhēn)對以上的原因,日常的用膠過程中(zhōng)需要做到以下幾方麵:膠溫設定按照規定的技術參數(shù)值,有碳化等異常現象時檢查溫控和實際溫度的差異,膠箱的蓋子隨時關閉(bì),以免表麵的高溫熱熔膠和新鮮空氣接觸(chù),加速氧化,長(zhǎng)時間少量用膠時(shí),膠箱內熱熔膠的添加量不(bú)要太多,三(sān)分之一到一半的之間多次添加維持(chí)即可,已(yǐ)經長時間反複加熱的熱熔膠(jiāo)清理出來後換新膠(jiāo),不要使用兩種不同性質的熱熔膠。供應熱壓複合機的粘接襯布(bù)是在織物(wù)表麵(miàn)上(shàng)均勻徐布熱熔膠而製成的。使用時,將粘接襯布裁成(chéng)需要的形狀和大小,將其(qí)塗有熱熔膠(jiāo)的一麵與(yǔ)其他織物材(cái)料(麵(miàn)料(liào))的背(bèi)麵熱壓粘接。
1、供應熱壓複合機開機前應對機台進行全麵檢查,緊固件螺栓是否會鬆動,如有鬆動應及時複位。轉動部件是否會缺油,如缺油(yóu)應及時加油。2、打開蒸(zhēng)汽閘門,關好排水閘門,直到無出現漏氣(qì)為止。3、把紙安裝到紙架上,對好線位(wèi),再把紙從預熱缸放到烘道口。4、熱壓複合(hé)機設備放好膠水(shuǐ),打開回膠電機,待烘道管溫(wēn)度達到(dào)30℃以上,然後把烘道壓(yā)輥(gǔn)降到最低點,把皮帶裝緊(jǐn),打開電源,啟動電機,低速運轉,待溫度達到180℃方可投入(rù)生產(chǎn)。5、把各單麵(miàn)機紙張從預熱缸穿入膠輥再到烘道口。6、要求各線位確保對齊,溫度達到180℃把麵紙穿入烘道(dào)口。E機、B機、A機按順序將紙張穿入烘道口,把膠水壓輥打下和吸風罩進行慢速運轉,把膠量和膠(jiāo)輥間隙調到適中為(wéi)止。7、待紙板從烘道口輸出應對紙板進行檢查質量,看紙板是否完好。