電 話:+86-515-88800866
手 機:153-5825-9788
郵(yóu) 箱:jsgaoqi@163.com
網 址:www.zxjctz.com
地 址:江(jiāng)蘇省鹽城市大岡鎮呈祥(xiáng)東路1號

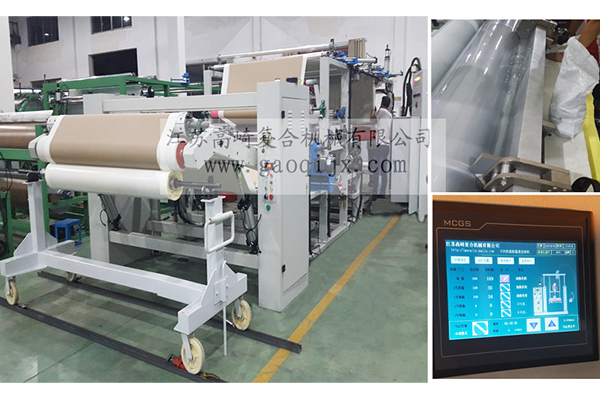
供應不幹膠塗布複合機的生產過(guò)程主要包括:沿著(zhe)導輥安裝基材,比例分配粘合(hé)劑好(hǎo)同時,烤箱開始,供暖係統達到相應(yīng)的設定(dìng)溫度時,打開驅(qū)動電動機,步可以開始生產、軋製設備的(de)基礎材料塗層應該(gāi)首先通過網紋輥,膠塗層,後再烘烤後,幹燥、塗層工藝完成(chéng)後,由EPC氣液複合校(xiào)正部(bù)分化合(hé)物(wù),和滾動襯底的一部分,第二關節(jiē)實現了複合材(cái)料技術,冷卻繞組冷(lěng)卻繞組後完成整個生產的基礎材料。油膠(jiāo)複(fù)合機具有一定的質(zhì)量保證(zhèng):蘑菇TV视频知道市場是企業發展的(de)生命線(xiàn),一個成功的業務(wù),完善的營銷體(tǐ)係是企業存在的根本,因此(cǐ),加強企業內部管理和外部形象宣傳,的(de)基(jī)礎(chǔ)上,我(wǒ)們一直致力於市場的開發和管理,建立(lì)一種能適應現代市場經濟和營銷模式,並努力從產品開發、質量管理做正確的事情的售(shòu)後服務等各個環節,使蘑菇TV视频的客戶可以獲得更好的(de)產品和服務。

熱熔(róng)膠是一種膠黏劑,常被用於(yú)物品的粘接,不過,有時候熱(rè)熔膠會重新粘接效(xiào)果不好的現象。下麵,不幹(gàn)膠塗布複合機價格小(xiǎo)編帶您了解影響熱熔膠效果的五大因素:一、色(sè)彩 如果被粘物對熱熔膠粒的顏色沒有(yǒu)要求,選擇黃色熱熔膠粒,其粘性好。二、被粘物表麵 隻要將被粘物表麵的灰塵及汙漬處理幹淨即可,這樣才能發揮熱熔膠的效果。三、粘性:供應(yīng)不幹(gàn)膠塗布複合機熱熔膠條的粘性分前期粘性和後期粘性(xìng)。隻要前期粘性和後期粘(zhān)性共同,才能使熱熔膠(jiāo)條與被接著物保持穩定。這一點在熱熔膠生產的時候,就要做好。四、抗溫 熱熔(róng)膠(jiāo)條(tiáo)對溫度比較敏感,熱熔膠就會軟化。低於相應的溫度,熱熔膠(jiāo)會變脆,所(suǒ)以,在挑選熱熔膠粒(lì)的時候,要考慮熱熔膠粒所處的(de)環境溫度的變化。

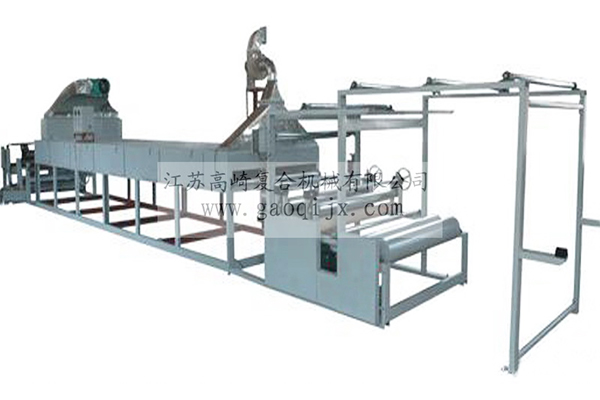
充氣玩具行業常用的主要設備有:救生衣焊機(jī)、氣墊焊機、救生焊機、PVC氣枕焊機、吹風沙發焊機、吹氣氣墊焊機、充氣床焊接機(jī)、充氣城堡焊接機等。織機(jī)、充氣玩具焊接機、汽船熱合機等塑料焊接設備,家電(diàn)行業主要通用設備:塑料地毯壓花機、PVC地毯焊機、浴簾機、牙刷封口機、防滑(huá)墊熱梳(shū)。燙金(jīn)機、軟膜吊頂(dǐng)熱合機、鼠標墊焊機、水床焊機、熱水袋焊機、電暖寶熱(rè)合機等PVC塑料焊(hàn)接機。三門峽不幹膠塗布複合機的特點:成型時間可(kě)調,三門峽不幹(gàn)膠塗布複合機主要采用熱電偶溫控數碼顯示,控製上下溫度,溫度任意(yì)調節,智能(néng)溫控,使SET溫度與實際溫差在正負(fù)1-10度之間,行程(chéng)限位調節器,可根據材料的壓力進行調整,模具厚度進(jìn)行調整。
三門峽不幹膠塗布複合機的特征主要有:所用PUR熱熔膠不(bú)含溶劑,是理想的綠色環保膠水,製品(pǐn)無殘存溶劑,生產無(wú)汙染排放問題,節省能源,占地麵積小,複合的過程濕固(gù)反應,不可逆,粘合牢固耐水洗牢度好,PUR熱熔膠不含水和溶劑(jì),無需烘幹,複(fù)合速度快,粘性(xìng)強,用膠量省,節(jiē)省成本,供應不幹膠(jiāo)塗布複合機複合過(guò)程全聯動控製,基材無拉伸,質輕柔軟,手感好(hǎo),熱源為油熱,加熱快,熱量均勻(yún),熔膠係統獨立(lì)出來,熔膠充分速度快,點(diǎn)狀網紋上膠,成品透氣度(dù)好,立體感強,機(jī)台人性化設計,節省操作人員。盡量在無快速流動空氣場合中使用,因為熱熔膠(jiāo)噴頭組合暴露於快速流通的空氣中時,急速的冷卻會影響噴頭(tóu)組(zǔ)合(hé)之熱熔膠(jiāo)流量,容易(yì)產生拉絲現象。
1、供應不幹膠塗(tú)布(bù)複合機開機前應對機台進行全麵檢查,緊固件螺栓是否會鬆動,如有鬆動(dòng)應及時複位。轉動部件是否會缺油,如缺油應及時加油。2、打開蒸汽閘門,關好排水閘門,直到無出現漏氣為止。3、把紙安裝到紙架上,對好線位,再把紙從預熱缸放到烘道口。4、不幹膠塗布複合機價(jià)格放好(hǎo)膠水,打開回膠電機,待烘(hōng)道管溫度達到30℃以上,然後把(bǎ)烘道壓輥降到最(zuì)低點(diǎn),把皮帶(dài)裝緊,打開電源,啟動電機,低(dī)速運轉,待溫度(dù)達到180℃方可投入生產。5、把各單麵機紙張從預熱(rè)缸穿入(rù)膠(jiāo)輥再到烘道口。6、要求各線位確保對齊,溫度(dù)達(dá)到180℃把麵紙穿入烘道口。E機、B機(jī)、A機按順序將紙張穿入烘道口,把膠水(shuǐ)壓輥打下和吸風罩進行慢速運轉,把膠量和膠輥間隙調(diào)到適中為止。7、待(dài)紙(zhǐ)板(bǎn)從(cóng)烘道口輸(shū)出應對紙板進行檢查質量(liàng),看紙板是否完好。