電 話:+86-515-88800866
手 機:153-5825-9788
郵 箱:jsgaoqi@163.com
網 址:www.zxjctz.com
地 址:江蘇省鹽城市大岡鎮呈祥東(dōng)路1號
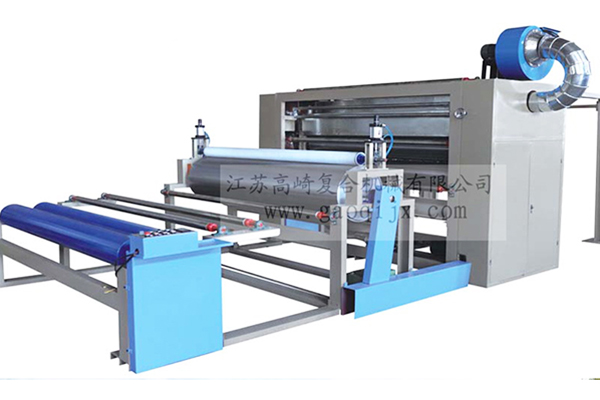
1、供應膠點轉移複合機開機前應(yīng)對機台進(jìn)行全麵檢查,緊固件螺栓(shuān)是否會鬆動,如有鬆動應及(jí)時複位(wèi)。轉(zhuǎn)動部件是(shì)否會缺油,如缺油應及時加油。2、打開蒸汽閘門,關(guān)好排水閘門(mén),直到(dào)無出現漏(lòu)氣為止。3、把紙安裝(zhuāng)到紙架上,對好線位,再把紙從預熱缸放到(dào)烘道口(kǒu)。4、膠點轉移複合機廠家放(fàng)好膠水,打開回膠電機,待烘道管溫度(dù)達到30℃以上,然(rán)後把烘道壓輥降(jiàng)到最低點,把皮帶裝緊,打開電源,啟動電機,低速(sù)運轉,待(dài)溫度(dù)達到180℃方可投入生產。5、把(bǎ)各單麵機紙張從預熱缸穿入膠輥再到烘道口。6、要求(qiú)各線位確保對齊,溫(wēn)度(dù)達到180℃把麵紙(zhǐ)穿入烘道口(kǒu)。E機(jī)、B機、A機按順序將紙張穿(chuān)入烘道口,把膠水壓輥打下和吸風罩進行慢速運轉,把膠量和膠輥間隙調到適中為(wéi)止。7、待紙板從烘(hōng)道口輸(shū)出應對紙板進行檢查質量,看紙板是否完好。

當三合一(yī)複合機(jī)的塗層增加(jiā)時(shí),這兩種(zhǒng)基本材料很難結合在一起,塗層太小或基體表(biǎo)麵沒有塗層。膠點(diǎn)轉移複合機廠家可以使用深網輥(gǔn),或通過增加橡膠輥(gǔn)的壓力,減(jiǎn)少刀片和滾筒的接觸壓力,增加襯底表麵的(de)塗層。對於某些塑料薄(báo)膜襯底,可在塗層前進行電暈處理,使其(qí)表麵達到HP的表麵(miàn),從而提高基質(zhì)吸附劑的粘附能(néng)力,從而增加表麵的塗層。幹式複合機主要選擇合適的幹燥溫度,過高或過低都會影響複合膜的(de)粘結牢度。當供應膠點轉移複合機塗層基體幹燥時,加熱溫(wēn)度過高,或高(gāo)溫加熱。它會(huì)使膠粘劑的表麵被碳化,從而破壞膠粘劑的粘附能力。幹燥溫(wēn)度過低,供(gòng)應商信息,固化不全,粘結劑,黏性粘度較差,複合不穩定,經過一段時間後,容易形(xíng)成氣泡,複(fù)合膜損傷(shāng)複合質量。當然(rán),蘑菇TV视频可以選擇高溫、耐高溫的膠粘劑數字印刷機進行高溫幹燥,如聚氨酯膠粘(zhān)劑。

供應膠點(diǎn)轉移複合機的膠(jiāo)箱裏麵有兩種不同(tóng)種類的熱熔膠存在,針對以上(shàng)的原因,日常的用膠過程中需要做到以下(xià)幾方麵:膠溫設定按照規定的技術參(cān)數值,有碳化等異常現象時檢查溫控和實際溫度的差異(yì),膠箱的(de)蓋子隨時關閉,以免表麵的高(gāo)溫熱(rè)熔(róng)膠(jiāo)和新鮮空氣接觸(chù),加速氧化,長時間少量(liàng)用膠時,膠箱內熱(rè)熔膠(jiāo)的(de)添加量不要太多,三分之一到一半的之間多次添加維持即可,已經長時間反複加熱的熱熔膠清理出來後換新(xīn)膠,不要使用兩(liǎng)種不(bú)同性質的熱熔膠。供應膠點轉移複合機的粘接襯布是在織物表麵上均勻徐布熱(rè)熔膠而製成的。使用(yòng)時(shí),將粘接(jiē)襯布裁成需要的形狀和(hé)大(dà)小,將其塗有熱熔膠(jiāo)的一麵與其他織物材料(麵料)的背(bèi)麵熱壓粘接。

商丘膠點轉移複合(hé)機工具(jù)產品自動化(huà)程度的高低。對機床的速度、精度(dù)等性能有著至關重要的影響。也成為了區分機床檔次(cì)的(de)一個重要因素。先進的(de)自動化技(jì)術與產品反擊式破碎(suì)機。無疑將(jiāng)成為機床製造(zào)業轉型所尋求的重要方向。其發展潛力在這種變化中必(bì)將得到凸顯。自動(dòng)化需求(qiú)的(de)高漲,除了對附加工件搬運(yùn)、拆卸裝置以及(jí)機器人的單體數控切割機係統的需求(qiú)之外(wài),還表現在對高功能(néng)數控切割機需求的高漲方麵。膠點轉(zhuǎn)移複合機廠(chǎng)家需(xū)要使用多台數控(kòng)切割機進行加工的工件現(xiàn)在隻需一台即可的複合加工機即可,可縮短工作周期(qī)的多(duō)軸車床等。複合機利用滾輪模具,換模容易,濕式(shì)複合機,可縫合出l千變萬化且複雜的(de)非連續(xù)性及對稱性(xìng)l圖案,更可(kě)依客(kè)戶需求(qiú)開發各種花形圖案;本機自動智能化程度高,裝配紅外線自動對邊係統能自動修正各層物料,使縫合時上下物料始終保持對(duì)齊(qí)狀態,加工損耗低,產(chǎn)品更加平整穩定。