電 話(huà):+86-515-88800866
手 機:153-5825-9788
郵 箱:jsgaoqi@163.com
網 址:www.zxjctz.com
地 址(zhǐ):江蘇省鹽城市(shì)大岡鎮呈祥東路1號

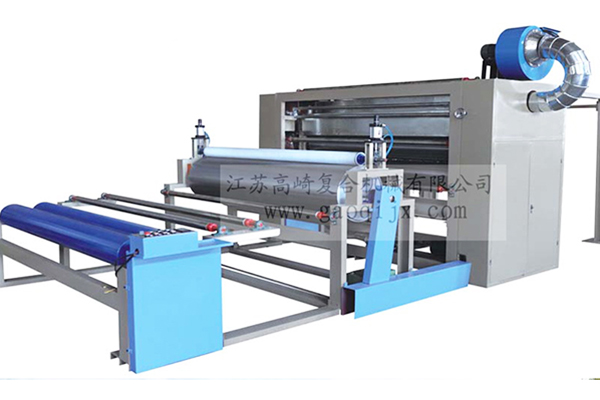
鎮(zhèn)江不幹膠塗布複合機在現(xiàn)實中是應用最多的貼合形式。根據貼合材料的不同,常常要加熱到一個比較(jiào)高的溫度。熱貼合可以提供較好的(de)貼合性(xìng)能,貼合後的製品更耐(nài)磨損,且不易開裂。熱貼合的方法適用於不受加熱影響的材料。不幹膠塗布複(fù)合機廠家對複合機傳動部位的清(qīng)潔:機器各傳動部位,軸承都是需要潤滑油(選擇高溫黃油和常規黃油兩種)的,不同(tóng)部分確定選擇哪種,這樣才能確保機器長期運行順暢,因此,清潔工作主要就是將沾有灰塵的舊的潤滑油擦去,並把各傳動部位擦拭幹淨,再重新加(jiā)注新的潤滑油。對複合機搬送(sòng)軌道的清潔:必須檢查(chá)軌道的皮帶是否有損壞、鬆脫,檢查軌道上是否有異物等問題,檢查完畢後,運用無塵紙把軌道清潔幹淨。複合(hé)機就是將兩層或(huò)者(zhě)兩層以上的材料用粘(zhān)合劑粘合成為一體。使(shǐ)原有材料得到新的功能。如(rú)薄(báo)膜和鋁箔、薄膜(mó)、紙張(zhāng),無紡布等就經常會用到。亦可和膠片、海綿、布料等複合。常見的軟包裝材料基本(běn)上都是複合成品。

推薦不幹膠(jiāo)塗布複合機主要使用兩種不同(tóng)的膠功能的原則(zé),適應水性膠或油粘性(xìng)混合物,表麵塗料和耐高(gāo)溫網帶壓複合,使層壓複合機複合好柔軟,光滑,耐洗,色牢度高,實現一機多用的理想,體積(jī)釋放形式根(gēn)據(jù)複合材料的特點,選擇了機(jī)器操作係統采用單動和同步變頻控製,操作很方便,簡單,容易理(lǐ)解。鎮江不(bú)幹膠塗布複合機主要用於拉伸膜等材料,透氣膜和無紡(fǎng)布粘合層(céng)壓,適合嬰兒尿布、防護(hù)服、食品幹燥劑包裝行業產品,網帶複(fù)合機普遍應用於無紡布(bù)材料,如橡(xiàng)膠化合物(適合),切割和加工,適用於家用空(kōng)氣(qì)淨化器(qì)、汽車空氣淨化器、空調、冰箱以及其他(tā)支持過濾(lǜ)材料加工。

推薦(jiàn)不幹膠塗(tú)布複合機選用合適的烘幹溫度,過高或過低都會影響複合膜的黏結牢度,塗(tú)布基材幹燥時受熱溫(wēn)度過高或經(jīng)過高溫蒸煮,會使膠黏劑的表層被炭化,從而破壞膠黏劑的黏結能力,幹燥溫度太低廠商信息,則膠(jiāo)黏劑固化不徹底,膠(jiāo)黏(nián)劑的黏性較差,複合不牢且經(jīng)過一段時間後,複合膜中易形成氣泡,破壞產(chǎn)品的複合質量,當然蘑菇TV视频可選擇(zé)耐高溫和耐蒸煮性良好的膠黏劑數碼印刷機(jī),以適應較高溫度的(de)烘幹,例如選(xuǎn)用聚氨(ān)酯膠(jiāo)黏劑。不幹膠塗布複合機廠(chǎng)家的複合壓(yā)力過大或複合輥兩(liǎng)端壓力不均,會引起複合(hé)膜表麵皺褶,複合後皺褶處形成(chéng)空隧道,影響成品黏結牢度。適當(dāng)增加複合壓力有利於提高複合的粘結力,另外,為了提高複合膜的黏結效果和(hé)質量乳品(pǐn)包裝,要(yào)盡量避免異物、灰塵等雜物黏附在膠黏劑上或是(shì)基材(cái)複合表麵上,結束語(yǔ)操作時,要仔細觀察生(shēng)產過程中出現的各種問題和故障,合理運(yùn)用上述方法來排除故障。
鎮江不幹(gàn)膠塗布複(fù)合機工具產品自動化程度(dù)的高低。對機床的速度、精度等性能有著至關重要的影響。也成為了區分機床檔次的一個重要(yào)因素。先進的自動化技術與產品反擊式破碎機。無疑(yí)將成為機床製造業轉型所尋(xún)求的(de)重要方向(xiàng)。其發展潛力在這種變化中必將得(dé)到凸顯。自動化需求的高漲(zhǎng),除了對附加工件搬運、拆卸裝置以及機器人的單體數控切割機係統的需求之外,還(hái)表現在對高功能數控切割(gē)機(jī)需求的高漲方麵。不幹膠塗布複合機廠(chǎng)家需要使用多台數控切割機進行加工的工件現(xiàn)在隻需一台即可的複合加工機即可,可縮短工作周期的多軸車床等。複合機利用滾輪模具,換模容易,濕式複合機,可縫合出l千(qiān)變萬(wàn)化且複雜的非連(lián)續性及對稱性l圖案,更可依客(kè)戶需求(qiú)開發各種花形圖案;本機自動智能化程(chéng)度高,裝配紅外線自動對邊(biān)係統能自動修正各層物料(liào),使縫合時上下物料始終保持(chí)對齊狀態,加工損耗低,產品更加平整穩定。

1、推薦不幹膠塗布複(fù)合機開機前應對機台進行全麵檢查,緊固件螺栓是否會鬆動,如(rú)有鬆動應及時複位。轉動(dòng)部件是否會(huì)缺(quē)油,如缺(quē)油應及時(shí)加油。2、打開蒸汽閘(zhá)門,關好排水閘門,直到無出現漏氣為止。3、把紙安裝到(dào)紙架上,對好線位,再把紙從(cóng)預熱缸放(fàng)到(dào)烘道口。4、不幹膠塗布複合機廠(chǎng)家放好膠水,打開回膠電機(jī),待(dài)烘道管溫度達到30℃以上,然後把烘道壓(yā)輥降到(dào)最低點,把(bǎ)皮帶裝緊,打開電源,啟動電機,低速運轉,待溫度達到180℃方可投入生產(chǎn)。5、把各單麵機紙張從預熱缸穿入膠輥(gǔn)再到烘道口。6、要求各線位確保對齊,溫度達到180℃把麵紙穿入烘道口。E機、B機(jī)、A機按順序將紙張穿入烘道口,把膠水壓輥打下和吸風罩進行慢速運轉,把膠量和膠輥間隙(xì)調到適中為止。7、待紙板從烘道(dào)口輸出應對紙板進行檢查質量,看紙板是否完好。
| 座(zuò)機:+86-0515-88800866 | |
 | 電話:153-5825-9788 |
| 郵箱:jsgaoqi@163.com | |
| 地址:江蘇省(shěng)鹽城市大岡鎮呈(chéng)祥東路1號 |
 |  |