電 話:+86-515-88800866
手 機:153-5825-9788
郵 箱:jsgaoqi@163.com
網 址(zhǐ):www.zxjctz.com
地 址:江蘇省鹽城市大岡鎮呈祥東路1號
安慶網帶複合機(jī)工(gōng)具產品自動化(huà)程度的高低。對機床的速度、精度等(děng)性能有(yǒu)著至(zhì)關重要的影響(xiǎng)。也成為了區分機床檔次的一個(gè)重要因素。先進的自動化技術(shù)與產品反擊式破碎機。無疑將成為機床製造業轉型所尋求(qiú)的重要方向。其發展潛力在(zài)這(zhè)種變化中必將得(dé)到凸顯。自動化需求的(de)高漲,除了對附加工件搬運、拆卸裝置以及機器人的單體數控切割機係統的需求之外,還表(biǎo)現在對高功能數控切割機需求的高漲方麵。網帶複合機價格需要使用多台(tái)數控切割機進(jìn)行加工的工件(jiàn)現在隻需一台即可的(de)複合加工(gōng)機(jī)即可,可縮短工作周期的多軸車床等。複合機(jī)利(lì)用滾輪模具,換模容易,濕式複合機,可縫合出l千變(biàn)萬化且(qiě)複雜的非連續性及對稱性l圖案,更可依客戶需求(qiú)開發各種花形圖(tú)案;本機自動智能化(huà)程度高,裝配紅外線自動對邊係統(tǒng)能自動修正各層物(wù)料(liào),使縫合時上下物料始終保持對齊狀(zhuàng)態,加工損耗(hào)低,產品更加平整穩定。

網帶複合機價(jià)格給(gěi)大家介紹下PUR熱熔膠複合機的用途特點:專(zhuān)業網帶複合機使用無溶(róng)劑環保型PUR熱(rè)熔膠,能(néng)貼(tiē)合布和布,布和薄膜等各種市場所需(xū)的複合(hé)材料。PUR熱熔膠複合機、布跟布,布跟膜,膜跟膜布料跟(gēn)膜熱熔膠複合機複合成品具有環保無毒、粘著性及柔軟性均佳、耐高低溫、濕氣反應後不易受溫度影響、彈性持久、耐磨、耐油、抗老化等特點。服裝用布料及鞋材用布與PTFE、TPU、PE膜的(de)複合;布料與布料的複合。(任何類型的紡織品及非紡織物都可以複合:包括:梭織、針織類,非紡織布、泡棉、PVC革及工業用過濾材料)。

安慶網帶複合機在現實中是應用最多的貼合形式。根據(jù)貼(tiē)合(hé)材料的不同,常常要加熱(rè)到一個(gè)比較高(gāo)的溫度。熱貼合可以提(tí)供(gòng)較好(hǎo)的(de)貼合性能,貼合後的製品更耐磨損,且不易開裂。熱貼(tiē)合的(de)方法適用於不受加(jiā)熱影響的材料。對複合機傳動部位的清潔:機器各傳動部(bù)位,軸承都是需要潤滑油(yóu)(選擇高溫黃油和常(cháng)規黃油兩種)的,不(bú)同部分確定選擇哪種,這樣才能(néng)確保機器長期運行順暢,因此,專業(yè)網帶複合機(jī)清潔工作主要就是將沾(zhān)有灰塵的舊的潤滑油擦去(qù),並把各傳動部位擦拭幹淨,再重新加注新(xīn)的潤滑油。複合機清潔主(zhǔ)要清理(lǐ)哪些部件?對複合機搬送軌道(dào)的清潔:必須(xū)檢查軌道的皮帶是否有損(sǔn)壞、鬆脫(tuō),檢查軌道上(shàng)是否(fǒu)有異物等問題,檢查完畢後,運用無塵紙把(bǎ)軌道清潔幹淨。複合機就是將兩層或者兩層以上的材料用(yòng)粘合劑粘合(hé)成為一體。

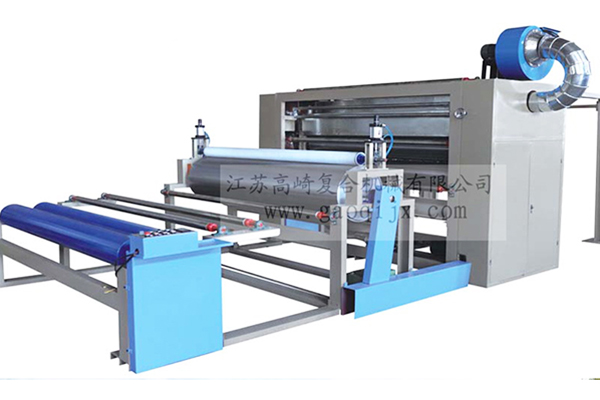
雙油缸精(jīng)密四柱自(zì)動平衡雙連杆(gǎn)機構,保證每一個裁斷位置裁斷深度精度±0.1mm,裁斷(duàn)頭下壓時在接觸裁刀10mm前自動緩速,兩級加壓,上(shàng)工作板下壓至(zhì)裁刀時轉柔性切斷,使裁斷多層材料時,專業網帶複合機上層與下(xià)層沒有尺寸誤差,因三合一複合機的裁斷(duàn)平衡度精確,可以極大減少刀模及裁板的損耗,裁斷邊緣(yuán)有更好效果,能更加減低裁斷板的消耗,特有設定構造,配合(hé)截斷刀及截斷高度.使衝程調整簡單、準確。專業網帶複(fù)合機的製作包括機架,依次設(shè)置在機架上的(de)麵料放卷裝置、焙烘裝(zhuāng)置(zhì)、複合裝置、冷卻裝(zhuāng)置、牽引裝置(zhì)、收卷裝置、卷布裝置、放布(bù)裝(zhuāng)置和電(diàn)器(qì)控製部分,在所述的麵料放卷裝(zhuāng)置和焙(bèi)烘裝置之間的機架上還設置(zhì)有膠點轉移裝置,為了更好地解決上述技(jì)術問題,需要進一步(bù)采(cǎi)用技術方(fāng)案複合裝置包括烘筒(tǒng)、矽膠壓(yā)輥(gǔn)和壓合氣缸。

1、專業網帶複合機開機前應對機台(tái)進行全麵檢查,緊固件螺栓是否會鬆動,如(rú)有鬆動應及時複位。轉動部件是否會缺油,如缺油應及時加油(yóu)。2、打(dǎ)開蒸汽(qì)閘門,關好排水閘門,直到無出現漏氣為止。3、把紙安裝(zhuāng)到紙架上,對好(hǎo)線位,再(zài)把紙從預(yù)熱缸(gāng)放(fàng)到烘道口。4、網帶複合機價格放好膠水,打開回膠電機,待烘道管溫度達到30℃以上,然後把烘道(dào)壓輥降到最低點,把皮帶裝緊,打開電源,啟動電機,低速(sù)運轉,待(dài)溫度達到180℃方可(kě)投入(rù)生產。5、把各單麵機紙張從預熱缸(gāng)穿入膠輥再到烘道口(kǒu)。6、要求各線位(wèi)確(què)保對齊(qí),溫度達到180℃把麵紙(zhǐ)穿(chuān)入烘道口。E機、B機、A機按順序將紙張穿入烘道(dào)口,把(bǎ)膠水壓(yā)輥打下和吸風罩進行慢速運轉,把膠量和膠輥間隙調到適中為止。7、待紙(zhǐ)板從烘道口輸(shū)出應對紙板進行檢查質(zhì)量,看紙板是否完好(hǎo)。