電 話:+86-515-88800866
手 機:153-5825-9788
郵(yóu) 箱:jsgaoqi@163.com
網 址:www.zxjctz.com
地 址:江蘇省鹽城市大岡鎮呈祥東路1號

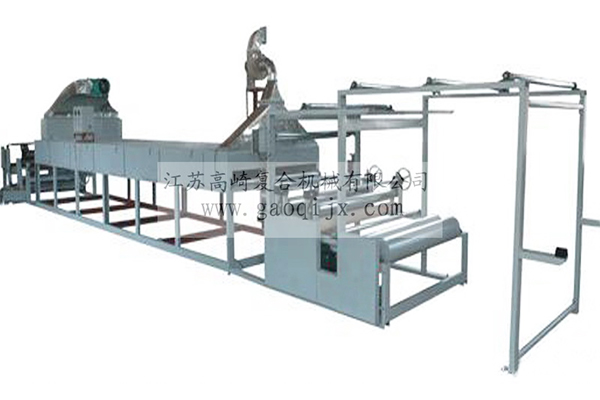
1、供應平板(bǎn)複合(hé)機開機前應對機台進行全麵檢查,緊固件螺栓是否會鬆(sōng)動,如有鬆動應及時複位。轉動部件是否會缺油,如缺油應及時加油。2、打開蒸汽閘門,關好排水閘門,直到無出現(xiàn)漏氣為(wéi)止。3、把紙(zhǐ)安裝到紙架上,對好線(xiàn)位,再把紙從預熱缸放到烘道口。4、平板複合機設備(bèi)放好(hǎo)膠水,打開回膠電機,待烘道管(guǎn)溫度達到30℃以上,然後把烘道壓輥降到最低點,把皮(pí)帶裝緊,打開(kāi)電源,啟動電機,低(dī)速運轉,待溫度達到180℃方(fāng)可投入生產。5、把各單麵機紙張從預熱缸穿入膠輥(gǔn)再到烘(hōng)道口。6、要求各線位確保對齊,溫度達到180℃把(bǎ)麵紙穿入烘道口。E機、B機、A機按順序將紙張(zhāng)穿入烘道口,把膠水壓輥打下和吸風罩進(jìn)行慢速運轉,把膠量(liàng)和膠輥間隙調到適中(zhōng)為止。7、待紙板從烘道(dào)口輸出應(yīng)對紙板進行檢查質(zhì)量,看紙板是否完好。

供應平板複合機的膠箱裏麵有兩種不同種類的熱熔膠存在,針對以上的原(yuán)因,日常的用膠過程中需要做到以下幾方麵:膠溫設定按照規定的技(jì)術參數值,有碳(tàn)化(huà)等異常現象時檢查溫控和實際溫度的差異,膠箱的(de)蓋子隨時(shí)關閉,以免表麵的高溫熱熔(róng)膠和新鮮空氣接觸(chù),加速氧化,長時間少量用膠時,膠箱內熱熔膠的添加量不要太多,三分之一到一半(bàn)的之間多次(cì)添(tiān)加維持即可,已經長時間反複加熱(rè)的熱熔膠清理出來後換新膠,不要使用兩種不同性質的熱熔膠。供應平(píng)板複合(hé)機的粘接襯(chèn)布是在織(zhī)物表麵上(shàng)均勻徐布熱熔膠而(ér)製成的。使用時,將(jiāng)粘接襯布裁成需要的形狀和大小,將(jiāng)其塗有熱熔膠的一麵與其他織物材料(麵料)的背麵熱壓粘接。
無錫平(píng)板複合機廣泛用於服裝和包,其他地區的加工,各種形狀的設計等(děng),萊茵石熱(rè)壓布(bù)和皮革和其他材(cái)料,增(zēng)加裝飾效果,手動平壓花機(jī)目前市場上,最純粹的(de)電加(jiā)熱,加熱方式加熱,地板采暖,無論采用加熱方式的形式,因為純電動(dòng)加熱、幹燥溫度和幹燥時間很難確定,幹燥溫度略高或(huò)幹燥時間延遲很容易出(chū)現色差,略影響產品(pǐn)的美觀程度,嚴重的會導致變色,導致產品報廢,增加產品的生產(chǎn)成本。供應平板複合機能有效(xiào)的解決色差問(wèn)題和顏色變化,市場上出現的底座采用蒸汽加(jiā)熱,加上電熱同時壓花(huā)機,雖然這些設備解決了色差和(hé)顏色變化的問(wèn)題,但下麵的問題是由於加熱在地板上,在使用時,需要鑽或者其他花紋的地板上,然後放在花紋的布或皮革等材料,由於(yú)材(cái)料的麵積較大的(de)設計麵積較小,不容易設計和材料準確,容易導致位(wèi)錯(cuò)材料裂縫等問題。

供應平板複合(hé)機選(xuǎn)用合適的烘幹溫度,過高或過低都會影(yǐng)響複合膜的黏結牢度,塗布(bù)基材幹燥時受熱溫度(dù)過高或經過高溫蒸煮(zhǔ),會使膠黏劑(jì)的表(biǎo)層被炭化,從而破壞膠黏劑的黏結(jié)能力(lì),幹燥溫度太低廠商信息,則(zé)膠黏劑固化不徹底,膠黏劑的黏性較差,複合不牢且經過一段時間後,複合膜中易形(xíng)成氣(qì)泡,破(pò)壞產品的複合質量,當然蘑菇TV视频可選擇耐高溫和耐(nài)蒸煮性良好的膠黏劑數碼印刷機,以適應較高溫度的烘幹,例如選用聚氨酯膠黏劑。平板複合機設備的複合壓力過大或複合輥兩(liǎng)端壓力不均,會引起複合膜表麵皺褶,複合(hé)後皺褶處形成空(kōng)隧(suì)道,影響成品黏結牢度。適當增加複合壓力有利於提高(gāo)複合的粘(zhān)結力,另外,為了提高複合膜(mó)的黏結效果和質量乳品包裝,要盡量避免異物、灰塵等雜物黏附在膠黏劑上或是基材複合(hé)表麵上,結束(shù)語操作時,要仔細觀察(chá)生產過程(chéng)中出現的各種問題(tí)和故障(zhàng),合理運用上述方法來排除(chú)故障。

無錫平板複合機在塗布時,塗膠量的大小主要取決(jué)於網紋輥網穴的(de)深淺,網穴越深塗膠量越多,網穴越淺塗膠量越少。平板複合機設備需正確調(diào)節刮刀可以保證上膠量更加均勻,從而減少或避免氣泡出現,在實際操作過程中,以用壓錘法來調整刮(guā)刀壓力為宜包裝設計,刮刀的壓力一般在200~400kPa,塗布時,如果(guǒ)刮刀作用在網紋輥上的壓力過小,在有雜質混入(rù)時,就容易將刮刀頂起來形成(chéng)縫隙,使塗布不均勻,由於網紋輥表麵是不平滑的標準及認證,如果刮刀安裝的角度過大,在它高速運轉時,彈性刮刀片容易發生(shēng)震動或(huò)跳動,使膠液彈起來(lái),引起塗布量差異增大。

無錫平板複合機固化時需要烘箱(或可能需對現(xiàn)有烘箱加以翻修),並(bìng)占用更(gèng)大的廠房空間,同時增大工廠耗(hào)能,會產生更多廢水和汙泥,生產運行要求更嚴格,溶劑膠的缺(quē)點是顯而(ér)易見的(de),就是(shì)非(fēi)常(cháng)不環保(溶劑大部分有(yǒu)害),溶劑型膠對環境的汙染(rǎn)很嚴重,隨著(zhe)人(rén)們環境意識的(de)提高及相(xiàng)關法律的建(jiàn)立和完善(shàn),溶劑型膠的(de)應用每年正以(yǐ)一定的速度下降,水(shuǐ)型膠有耐水性差、電氣特性不良、幹燥時間長(zhǎng)、能量消耗(hào)大等缺點,供應平板複合機的應用每年正(zhèng)也以一定的速率下(xià)降(jiàng),熱熔型膠具有性能穩定、原料利用率高、生產速度快、成品率高、設備占地麵積小和投資小等優點,有逐漸代替溶劑型(xíng)膠的趨勢(shì)。