電 話:+86-515-88800866
手 機:153-5825-9788
郵 箱:jsgaoqi@163.com
網 址:www.zxjctz.com
地 址:江蘇省鹽(yán)城市大岡鎮呈(chéng)祥東路1號

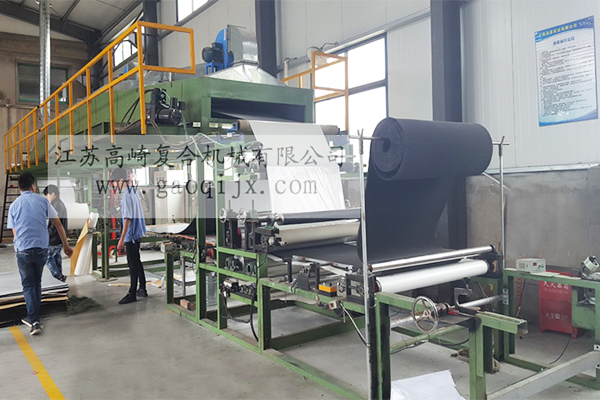
不幹膠複合機價格小編和大家講(jiǎng)講熱壓複合機:與三合一複合機不同的(de)是,供(gòng)應不幹膠(jiāo)複合機是在注塑框架上噴塗加熱,手工塗布織物。熱壓複(fù)合織物通常有背(bèi)麵泡沫和非織造織物。非(fēi)織造布結合時,可防(fáng)止(zhǐ)膠水滲入泡沫(mò)和織物中,避免織物厚度不均(jun1)勻。根據成型工(gōng)藝,柱防護板可分為純注塑件和織物包覆件。織物塗層可分為(wéi)熱(rè)壓複合件、植絨件、低壓注塑件(jiàn)等(děng)。通常(cháng)織物的覆蓋(gài)部分直接與(yǔ)A、B、C和D一起使用。雙塑料槽(cáo)網帶複合(hé)機(別名:雙膠(jiāo)合槽(cáo)網帶層壓(yā)機)適(shì)用於海綿、布料、伊娃、人造革(gé)、人(rén)造棉等材料的粘接(jiē)和粘接。主要用於(yú)鞋、帽子、手套、皮革服裝、箱包、汽車座椅、玩具等行業的原材料膠合。

1、供應不幹膠(jiāo)複合機開機前應對機台(tái)進行(háng)全麵檢查,緊固件螺栓是否會鬆動,如有鬆動應及時(shí)複位。轉(zhuǎn)動部件是否會缺油,如缺油應及時加油。2、打開蒸(zhēng)汽閘門,關好排水閘門,直(zhí)到(dào)無出現漏(lòu)氣為止。3、把紙安裝到紙架上(shàng),對好線位,再把紙從預熱缸放到烘(hōng)道口。4、不幹膠複合機價(jià)格放好膠水,打開回膠電機,待(dài)烘道管溫度達到30℃以上,然後把烘道壓輥降到最低點,把皮帶裝緊,打開電源,啟動電機,低速運轉(zhuǎn),待溫度達到180℃方可投入生產。5、把各單麵機紙(zhǐ)張從預熱缸穿入(rù)膠輥再到烘道口(kǒu)。6、要求各線位確保對齊,溫度達到180℃把麵紙穿入烘道口。E機、B機、A機按順序將紙張穿入烘道口,把膠水(shuǐ)壓輥打下和吸風罩進(jìn)行慢速運(yùn)轉,把膠量和膠輥間隙調到適中為止。7、待紙板從烘道口輸出應對紙板進行檢查質量(liàng),看紙板是否完好。
淄博不幹膠複合機廣泛用於服裝和包,其他(tā)地區的加工,各種形狀的設計等,萊茵石熱壓布和皮革和其他材料,增加裝飾效(xiào)果,手動平壓花機目前市場上,最純粹的電加(jiā)熱,加熱方式加熱,地板采暖,無(wú)論采用加熱方式的形式,因(yīn)為純電動加熱、幹燥溫度和幹燥時間很難確定,幹燥溫度(dù)略高或幹燥時(shí)間延遲很容易出現色(sè)差,略影響產品的美觀程度,嚴重的會導致變色,導(dǎo)致產品報廢,增加產品的生(shēng)產成本。供應不幹膠複合機能有效(xiào)的解決色(sè)差問題和(hé)顏色(sè)變化,市(shì)場上出現的(de)底座(zuò)采(cǎi)用蒸汽(qì)加熱,加上電熱同時壓花機(jī),雖然這些(xiē)設備解決了色差和顏色變化的問題,但下麵的問題是由於加熱在地板(bǎn)上,在使用時(shí),需要鑽或者其他花(huā)紋的地(dì)板上,然後放在花紋(wén)的布或皮革等材料,由於材料(liào)的麵積(jī)較大的設計麵積較小(xiǎo),不容易設計和材料(liào)準確,容易導致位錯材料(liào)裂縫等問題。

淄博不幹膠複合機在塗布時,塗膠量的大小主要取決於(yú)網紋輥網穴的深淺,網(wǎng)穴越深塗膠量越多,網穴越淺塗膠量越少。不幹膠複合機價格需正確調(diào)節刮刀可以保證上膠量更加均勻,從而(ér)減少或避免氣泡出現,在(zài)實際操(cāo)作過程中,以用(yòng)壓錘法來(lái)調整(zhěng)刮(guā)刀壓力為宜包(bāo)裝設計,刮刀的(de)壓力一般在200~400kPa,塗布時,如果刮刀作用在網紋輥上的壓力過小,在有雜質混入時,就容易將刮(guā)刀頂起來形成縫隙,使(shǐ)塗布不均勻(yún),由於網紋輥表麵是不平(píng)滑的標準及認證,如果刮(guā)刀安(ān)裝的角度過大,在它(tā)高(gāo)速運轉時,彈(dàn)性刮(guā)刀片容易發生震動或跳動,使膠液彈起來,引起塗布量差異增大。