電(diàn) 話:+86-515-88800866
手 機:153-5825-9788
郵 箱:jsgaoqi@163.com
網 址:www.zxjctz.com
地 址:江蘇省鹽(yán)城市大岡鎮呈祥東路1號

專業燙金機選用合適(shì)的烘幹溫度,過高或過低都會影響(xiǎng)複合膜的黏結牢度,塗布基材幹(gàn)燥時受(shòu)熱溫度(dù)過高或經過高溫(wēn)蒸煮,會使(shǐ)膠黏劑的表層被炭化,從而破壞膠黏劑的黏結能力,幹燥溫度太低廠商信息,則(zé)膠黏劑固化不徹底,膠黏劑的黏性較差,複(fù)合(hé)不牢且經過一段時間後,複合膜中易形成氣泡,破壞產品的複合質量,當然蘑菇TV视频可選擇耐高溫和耐蒸(zhēng)煮性良好的膠黏劑數碼印刷機,以適應較高溫度的烘幹,例如(rú)選用聚氨酯膠黏劑。燙金機廠家的複(fù)合(hé)壓力過大或複合輥兩端壓力不均,會引(yǐn)起複合膜表麵皺褶,複合後皺褶處形成空(kōng)隧道,影(yǐng)響成品黏結牢度。適當增加複合壓力有利於提高複(fù)合的粘結力,另外,為了提高複合(hé)膜的黏結效果和質量乳品包裝,要盡(jìn)量避免異物、灰塵等雜物黏附在膠(jiāo)黏劑上或是基材複合表(biǎo)麵(miàn)上,結束語操作時,要仔細觀察生產(chǎn)過程中出現的各種問題和(hé)故障,合理運用上述方法來排除故障。

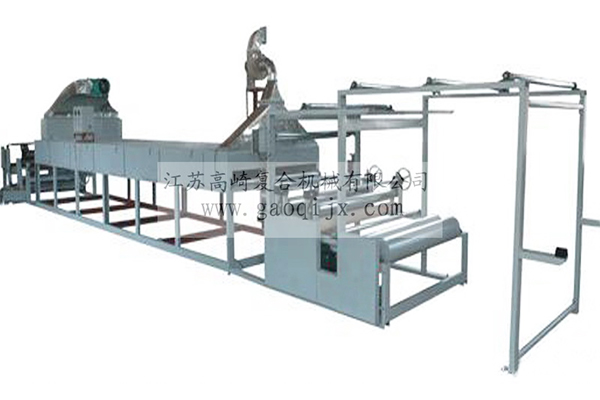
專業燙金機的生產(chǎn)過(guò)程主要(yào)包括:沿著導輥安裝基(jī)材,比例分配粘合劑好同時,烤箱開始,供暖係(xì)統達到相應的設定溫度時,打開驅動(dòng)電動機,步可以開始生產、軋製設備的基礎材料(liào)塗(tú)層應該首先通(tōng)過網紋輥,膠塗(tú)層,後再烘烤後,幹燥、塗層工藝完成後,由EPC氣液複合校正部分化合物,和滾動襯底的一部分,第二關節實現了複合材料技術,冷(lěng)卻(què)繞組冷卻繞(rào)組後完成整個生產的基礎材(cái)料。油膠複(fù)合機具有一定的質量保證:蘑菇TV视频知(zhī)道(dào)市場(chǎng)是企業發展的生命線,一(yī)個成功的業務,完善的營銷體係是企業存在的根本,因此,加強企業內部管理和外部形(xíng)象宣傳,的基礎上,我(wǒ)們一直致力於市場的(de)開發和管理,建立一種能適應現代市場經濟和營銷模(mó)式,並努力(lì)從產品開發、質量管理做(zuò)正確(què)的事情的售後服務(wù)等各個環節,使(shǐ)蘑菇TV视频的客戶(hù)可以獲得更好的產(chǎn)品和(hé)服務。
深(shēn)圳專業燙金機廠家操作熱熔膠噴膠複合機的注意事項任何機械設備操作都是有很多注意事項的,任(rèn)何一個事項沒有注意到的話(huà),就會事倍功半,影響設備的生產效果,浪費原(yuán)材料。下麵我給大(dà)家講講關於熱熔膠噴膠機的幾點注意事項:1.在啟動設備的時候,一定要達(dá)到設(shè)備的工作溫度;2.檢(jiǎn)查噴膠(jiāo)機的噴頭與工件之間的距離,不(bú)要太近也不要太遠;3.使用過程中,一定要保證熔缸(gāng)內的膠量,不能少於1/4;4.操作(zuò)過程一定要嚴格按照說明書,注意警報事項,嚴格按照要求操作,才能(néng)保證(zhèng)噴膠機(jī)發揮最大的作用;5.暫時不用的噴膠機,一定要切斷電源(yuán),蓋好(hǎo)熔缸蓋,防止落入灰塵(chén)雜質;6.當熱熔膠噴膠複合機無法進行智能操作時,立即停止使用,切斷電源,聯(lián)係廠家解決,最好不要嚐試操作(zuò)。以上注意事項,相信(xìn)在(zài)購買熱熔膠噴膠複合機的時候,高崎廠家都會多次強調,反複(fù)講述,所以操(cāo)作人員一定要嚴格遵照說明書(shū)使用(yòng)。注意事項不僅可以幫您減少不必要的麻煩,更能確保設備(bèi)的(de)使用穩定(dìng)性。

專業(yè)燙金機主要使用兩種(zhǒng)不同的膠功能(néng)的原則,適應水(shuǐ)性膠或油粘性混合物,表(biǎo)麵塗料和耐高溫網帶壓複合,使複合好柔軟,光滑,耐洗,色牢度高,實(shí)現一機多用的(de)理想,體積釋放形式根據複合材料的特(tè)點,選擇了機器(qì)操作係統采用單動和同步變頻控製,操作很方便,簡單,容易理解。深圳燙(tàng)金機主要用(yòng)於拉伸膜(mó)等(děng)材料,透(tòu)氣膜和無紡布粘合層壓,適合嬰兒(ér)尿布、醫療防護服、食品幹燥劑包裝行業產品,網帶複合機普遍應用(yòng)於無紡布材料,如橡膠化合(hé)物(適合),切割和加工,適用(yòng)於家用空氣淨(jìng)化器、汽車(chē)空氣淨化器、空調、冰箱以及其他支持過濾材料加工。網帶複合機設備的特點:可同時提(tí)供(gòng)兩層材料,使複合牢度更好。

1、專業燙金(jīn)機開機前應對機(jī)台進行全麵檢查,緊固件螺栓是否會鬆動,如有鬆動應(yīng)及時複位。轉動部件是否會缺油,如缺油應及時加油。2、打開(kāi)蒸(zhēng)汽閘(zhá)門,關好排水閘門,直到無出現漏(lòu)氣為止。3、把紙安裝到紙架上,對好線位,再把紙從預熱缸放到烘道口。4、燙金機(jī)廠家放好膠水,打(dǎ)開回膠電機,待烘道管溫度達(dá)到(dào)30℃以上,然後把烘道壓輥降到最低點,把皮帶裝緊,打開電源(yuán),啟動電機,低速運轉,待溫度達到180℃方可投入(rù)生產。5、把各單麵機紙張從預熱缸穿入膠輥再到烘道(dào)口。6、要求各線位確(què)保對齊,溫度達到180℃把麵(miàn)紙穿入烘道口。E機、B機、A機按順序(xù)將紙張穿入烘道口,把(bǎ)膠水壓輥打下和吸風罩進行慢速運轉,把膠量和膠輥間隙調到適中為止。7、待紙板從烘道口輸出應對紙(zhǐ)板進行檢查質(zhì)量,看(kàn)紙板是否完好。