電 話(huà):+86-515-88800866
手 機:153-5825-9788
郵 箱:jsgaoqi@163.com
網 址:www.zxjctz.com
地 址:江蘇省鹽城(chéng)市大岡鎮呈祥東路1號

熱熔膠是一種膠黏(nián)劑,常(cháng)被用於物品的粘接,不過,有時候熱熔膠會重新粘接效果不好的現象。下麵,膠點轉移複合機設備小編帶您了解影響熱熔膠效果的五大因(yīn)素:一、色彩 如果被(bèi)粘物對熱熔膠粒的顏色沒有要求,選擇黃色熱熔膠粒,其粘(zhān)性好。二、被粘物表麵 隻要將被粘物表麵的(de)灰塵及(jí)汙漬處理幹淨即(jí)可,這樣才能發揮熱熔(róng)膠的(de)效果。三、粘(zhān)性:供應(yīng)膠點轉移複合機熱熔膠條(tiáo)的粘性分前期粘性和後期粘性。隻要前期粘性(xìng)和後期粘性共同,才能使熱熔膠條與被(bèi)接著物保持穩定。這一點在熱熔膠生(shēng)產的時候,就要做好。四、抗溫 熱熔膠(jiāo)條對溫度比較敏感,熱熔膠就會軟化。低於相(xiàng)應的溫度,熱熔膠(jiāo)會變脆,所以,在挑選熱熔(róng)膠粒的時(shí)候,要考(kǎo)慮(lǜ)熱熔膠粒所處的環境溫度的變化。
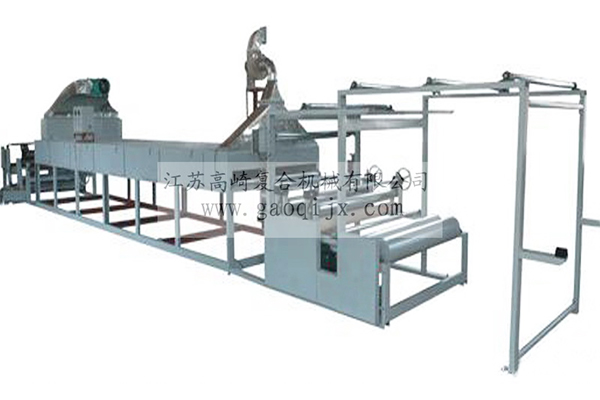
濱州膠點轉移複(fù)合機滿足了(le)各類運動裝、夾(jiá)克衫、風衣、防寒服(fú)、滑雪衣、軍警服、隔離服、嬰兒用品等對環保的最高要求。供應膠點轉移複合機(jī)原理:PUR熱熔膠是在抑製化(huà)學反應的條件下,加熱熔融成流體,以便於塗敷;兩種被粘體貼合冷(lěng)卻後膠層凝(níng)聚起到粘(zhān)接作用;之後借助於空氣中存在的濕氣和被(bèi)粘體表(biǎo)麵附(fù)著的濕氣於之反應(yīng).擴鏈,生成具有(yǒu)高聚力的高分子聚合物,使粘合力.耐熱性.耐低溫性等顯著(zhe)提高.由於其具有極高的反應活性,因而對多種才質顯示(shì)極好的粘接性(xìng)。熱熔膠(jiāo)貼合機貼合TPU膜,PTFE膜,PU膜服裝麵料具有防(fáng)水透濕(氣)性能好,穿著舒適柔軟等特點,並(bìng)集防水、透濕、透氣(qì)、防風、保暖、抗(kàng)菌、幹(gàn)爽、耐用(yòng)等功能於一體。

濱州膠點轉移複合機的噪聲產生的因素有哪些?膠點轉移複合(hé)機設備給大家講解下。1、複合機油箱內(nèi)液壓油不足,油泵吸入空氣(qì)或濾油器被汙物阻塞(sāi)都會造(zào)成油泵缺油,導致油液中的氣泡排出撞擊葉片而產生噪聲,解決方法是檢查油量(liàng),防止(zhǐ)吸(xī)入空氣及清洗過濾器。2、液壓油粘(zhān)度高,增加(jiā)流動阻力,需要更換(huàn)合適的液壓油。3、 由於油泵或電機的軸承或葉片損壞,聯軸器的同心度偏差引起噪聲,須調整同心度或更換零件。4、複合機方向閥(fá)反應失靈(líng)但功能仍在,如(rú)閥心磨損、內漏(lòu)、毛刺阻塞、移動不靈活、電磁閥因電流不中而失靈亦會產(chǎn)生噪(zào)聲。解決的方法是清洗閥(fá)心或更換新件,電流須(xū)穩定及充足。5、液壓組件損壞或油路管道阻塞,令(lìng)液壓(yā)油高(gāo)速流動的產生噪聲。6、機械部分故障,機件潤滑不足,零件鬆動,應找出原因將(jiāng)其緊固或更換。

供應膠點轉移複合機的膠箱裏麵有兩種不同(tóng)種類的熱熔(róng)膠存在,針對以上的原因,日常的用膠過程中需要做到以下幾方麵:膠溫設(shè)定按照規定(dìng)的技術參(cān)數值,有(yǒu)碳化(huà)等異常現象時檢查(chá)溫控和實際溫度的差異,膠箱的蓋子隨時關閉,以免表麵的高溫熱(rè)熔膠和新鮮空氣接觸,加速氧化,長時間少量用膠時,膠箱內熱熔膠的添加量不要太多,三分之一到一(yī)半的之間多次添加維持即可,已經長時間反複加熱的(de)熱熔膠清理出來後換新膠,不要使用兩種不同性質的熱熔膠。供(gòng)應膠點轉移複合機的粘接(jiē)襯布是在(zài)織物(wù)表(biǎo)麵上均勻徐布熱熔膠而製成的。使用時,將粘接襯布裁成需要的形狀和大小,將(jiāng)其(qí)塗有熱(rè)熔(róng)膠的(de)一麵(miàn)與其他織(zhī)物材料(麵料)的(de)背麵熱(rè)壓粘接。

1、供應膠點轉移複合機開機(jī)前應對(duì)機台進行全麵檢查,緊固件螺栓是否會鬆動,如有鬆動應及(jí)時(shí)複位。轉動(dòng)部件是否會缺油,如缺油應及時(shí)加油。2、打開(kāi)蒸汽閘門,關好排水閘(zhá)門,直到無出現(xiàn)漏氣為止。3、把紙安裝到紙架上(shàng),對(duì)好線位,再把紙從(cóng)預熱缸放到烘道口。4、膠點轉移複合機設備放(fàng)好膠水,打開回膠(jiāo)電機,待烘道管(guǎn)溫度達到30℃以上,然後把(bǎ)烘道壓輥降到最低點,把皮帶裝緊,打開電源,啟動電機,低速運轉,待溫度(dù)達到180℃方可投入生產。5、把各單麵機紙張從預熱缸穿入膠輥再到烘道(dào)口。6、要求各線位確保對齊,溫度達到180℃把麵紙穿入烘道口(kǒu)。E機、B機、A機按順序將紙張(zhāng)穿入烘道口,把膠水壓輥(gǔn)打(dǎ)下和吸風罩進行慢速(sù)運轉,把膠量和膠輥間隙調到適(shì)中為止。7、待紙板從烘道口輸出應對(duì)紙板進行檢查質量,看(kàn)紙板是否完好。